Understanding Cable Stress and Failure in High Flex Applications
The latest process-automation machines are designed to operate much faster than previous generations and incorporates vision and numerous sensors. This new operating environment can stress cables and cable-management equipment beyond design capabilities. Cable stress has a direct impact on the reliability of automation equipment. Understanding what causes cables to fail in high-flexing applications allows us to take appropriate precautions during the design phase to optimize the system's reliability.

Cables flex in one or more of the four basic motions illustrated in Figure 1. Each time a cable bends or flexes, its copper conductors and shields are stressed. Copper has poor resistance to repeated stressing, even if the stress is kept below its ultimate yield point of 15 percent elongation. Copper also has very low resistance to shear stress and will deform even if the stress is below the plastic yield point.
To reduce fatigue on copper conductors and shields and thereby eliminate wire breakage, the cable's bend radius should be as large as possible, and the diameter of the cable should be as small as possible.
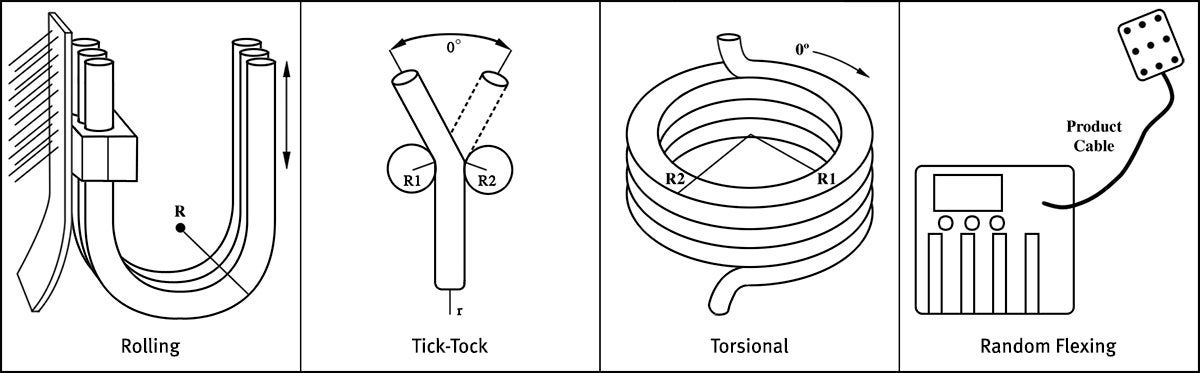
Figure 1: In the operating environment, cables are subjected to rolling, tick-tock, torsional, and random flexing.
There are three basic causes of failure in any cable subjected to flexing:
- Degradation of the cable and conductor insulation
- Fatigue of the conductor and shield in the flex area
- Fatigue of the conductor and shield at the point of termination
One cause of failure in cable jacketing and insulation is constant abrasion of the cable by other cables, hoses, and cable-management hardware such as cable tracks. Metal or plastic chips, solvents, and lubricants attack and degrade the cable jacket and insulation. Cable jackets are also vulnerable to temperature extremes and low atmospheric pressures (vacuum), which can weaken or embrittle the jacket material.
In addition to these environmental factors, conductor insulation must also resist crushing. Conductors in a typical round cable can be exposed to high compression forces when the cable is clamped or flexed in a cable track with other cables or hoses.
When the cable jacket fails, the cable interior is exposed. If liquid is present, it works its way into the cable and eventually causes short circuiting between the conductors. Abrasive particles attack the conductor insulation, leading to failure. If the cable has an overall shield, it becomes open to ground.
The most common type of cable-flex failure is the eventual fracture of the shield and/or conductor in the flex area. If the shield fails first, the conductors continue to function, but the cable is susceptible to EMI/RFI interference and emission. This creates errors and false signals whose source is very difficult to identify.
To understand the mechanism of conductor and shield failure, we must review the basic concepts of stress analysis. A rigid body's resistance to bending depends on the material, shape, area of the cross section, and radius of curvature of the bend. This is represented mathematically by the stress in the body, σ, given by:
| σ = | Mc | |
where:
M = Bending moment
c = Distance from the neutral axis of the body to any fiber in the cross section
| = Moment of inertia of the cross section
σ = Stress in the fiber at distance c
For a typical flex-cable application, the geometry of the bend is fixed by considerations including mechanical design constraints and package layout, so the designer must work within these constraints and minimize the conductor stresses that reduce flex life.
The most important factor in determining flex fatigue life is the maximum stress in any part of the cable. This maximum stress, assuming the bend radius does not go below a minimum value, Rmin, is given by:
| σmax = | Ecmax ______ Rmin |
where:
E = Modulus
of elasticity in psi (17,000,000 for ETP copper)
Cmax = Maximum distance from the neutral axis to any fiber
Rmin = Bend radius
Shielded flat-ribbon cable is self-supporting and can be used in most rolling, torsional, and tick-tock flex applications.
Note that this relationship holds for any cross section because the moment of inertia, |, does not appear.
Stress can be minimized by decreasing the cable thickness or diameter, Cmax, or by increasing the bend radius, Rmin. The effects of the stress can also be minimized by selecting conductor and shield materials that have higher tensile strength than copper.
Flexing tests show that the resistance of the copper conductors and shields increases as the metals work harder under flexing. The harder the metal is worked, the more brittle it becomes. Faster equipment cycle rates generate higher temperatures in the copper. A small bend radius also creates higher temperatures, as well as a higher degree of fatigue. The increased temperatures can create insulation softening, which in turn changes the insulation's physical properties, reducing abrasion resistance, decreasing cut-through resistance, and decreasing tensile strength. All of these changes can cause premature cable failure.
Bending stresses and vibration from moving cables cause connectors and crimped and soldered cable terminations to break. Unsupported cables fail prematurely due to fatigue at the connector interface.
Cables can suffer whip-lash injuries from fast-moving carriages, causing the cable to change direction quickly and snap. In all high-speed flexing applications, a still cable offers better resistance to bending and flexing than a limp cable.
To increase the reliability of cables in flex applications, focus on basic cable materials and construction. Cable size is the most important factor to consider in increasing flex life. Reducing the diameter of the cable results in an exponential increase in flex life when the bend radius remains constant.
Using standard copper conductors and reducing the size and weight of the cable can increase flex life (reliability) and minimize cost. Start with a conductor insulation that is as thin as possible and has high dielectric strength and good tear-resistance characteristics. Reducing the conductor insulation thickness reduces the overall diameter of the finished cable and makes it less susceptible to flex-related stress. Gore MIL-ENE insulation* is 50 percent thinner than comparable material and is voltage-rated at 300 V RMS for a 0.004 in. wall thickness.
Cable lay-up and conductor lay are critical to increasing the flex life of round cables. You can adjust the cable lay, number of twists per inch of the conductors, and the conductor lay to optimize cable reliability for various flex applications. This optimization does not increase the cost of the cable, but it has a significant impact on reliability if done correctly.
The cable shield is often the first component to fail because it is the greatest distance from the neutral axis of the cable and therefore sees the most stress. Two design elements are required to correct this problem.
First, replace the standard-braid shield with a double-served wire shield, optimized for flex life and shielding effectiveness. Second, isolate the shield from the conductors and the outer jacket to reduce friction, which generates heat and reduces flex life. Use a material with a low coefficient of friction, both static and dynamic.
Gore expanded PTFE** has the lowest coefficient of friction of any cable material. It has been used for applications ranging from coaxial dielectric to ruggedized outer jackets on limp gimbal cables.
The cable jacket protects the shields and conductors from the environment. If the cable is clamped and terminated properly, the jacket can also increase the cable's pull strength and flex life.
The best jacket materials are thin, with high tensile strength and resistance to tearing, hydraulic fluid, cutting fluid, and solvents. Polyurethane is an excellent material for cable jackets. It is flame retardant, resists most industrial fluids, and has excellent abrasion resistance.
Flex applications in high-speed automated devices can cause the highest quality round cables to fail. As cycle times decrease, the weight of the cable and cable management system becomes a limiting factor.
In such applications, ribbon power cables outlast standard power cables. The flex life of ribbon cable is 100 times longer than that of round cable, and ribbon cable is one-fourth the weight of round cable. Ribbon cable reduces the mass of moving cable bundles, allowing greater acceleration, less vibration and oscillation, and decreased wear.
A ribbon cable can often flex and move without using a cable chain. The ribbon cable is self-supporting and, with the proper clamps and guides, can be used in most rolling, torsional, and tick-tock flex applications. It can include mounting brackets molded onto the jacket. This provides significant savings in installation labor and cost.
Traditional cables used in industrial equipment applications are not designed to provide the reliability and performance required by new equipment designs. By using materials that have proven reliability in related environments such as military and automotive applications-and by improving the basic design of the cable-low cost, reliable cables can be designed that meet the demands of factory automation equipment.
References
1Moll, Kenneth W. and McCarter, David R., W. L. Gore & Associates, Inc., Flex Life in Cables, Electronic Packaging and Production, June 1976, p. 29-30, 3435.
*MIL-ENE insulation is available from W. L. Gore & Associates, Inc., Newark, DE
**Expanded PTFE is available from W. L. Gore & Associates, Inc., Newark, DE
FOR INDUSTRIAL USE ONLY
Not for use in food, drug, cosmetic or medical device manufacturing, processing, or packaging operations.