GORE Mercury Control Systems
Our Mercury Control System provides both high efficiency and a high capacity for removing elemental and oxidized mercury from flue gas streams and reduces SO2 concentrations.
Unique, Scalable, Low-Cost Fixed Catalyst and Sorbent System
The GORE Mercury Control System (GMCS) is a unique fixed sorbent system for capturing elemental and oxidized gas phase mercury from industrial flue gas. The system is based on stackable modules that are installed downstream of a particulate collection system.
Capturing Mercury for Many Years Without Needing Replacement
GORE Mercury Control Modules feature a unique open channel design that ensures extremely low pressure drop, eliminating the need for an additional booster fan. They are easy and cost-effective to operate, with no moving parts or chemicals to manage, offering a long lifespan. Using a novel Sorbent Polymer Composite (SPC) material developed by Gore, the GORE Mercury Control System effectively reduces mercury and SO2 concentrations in gas streams for extended periods before requiring replacement.
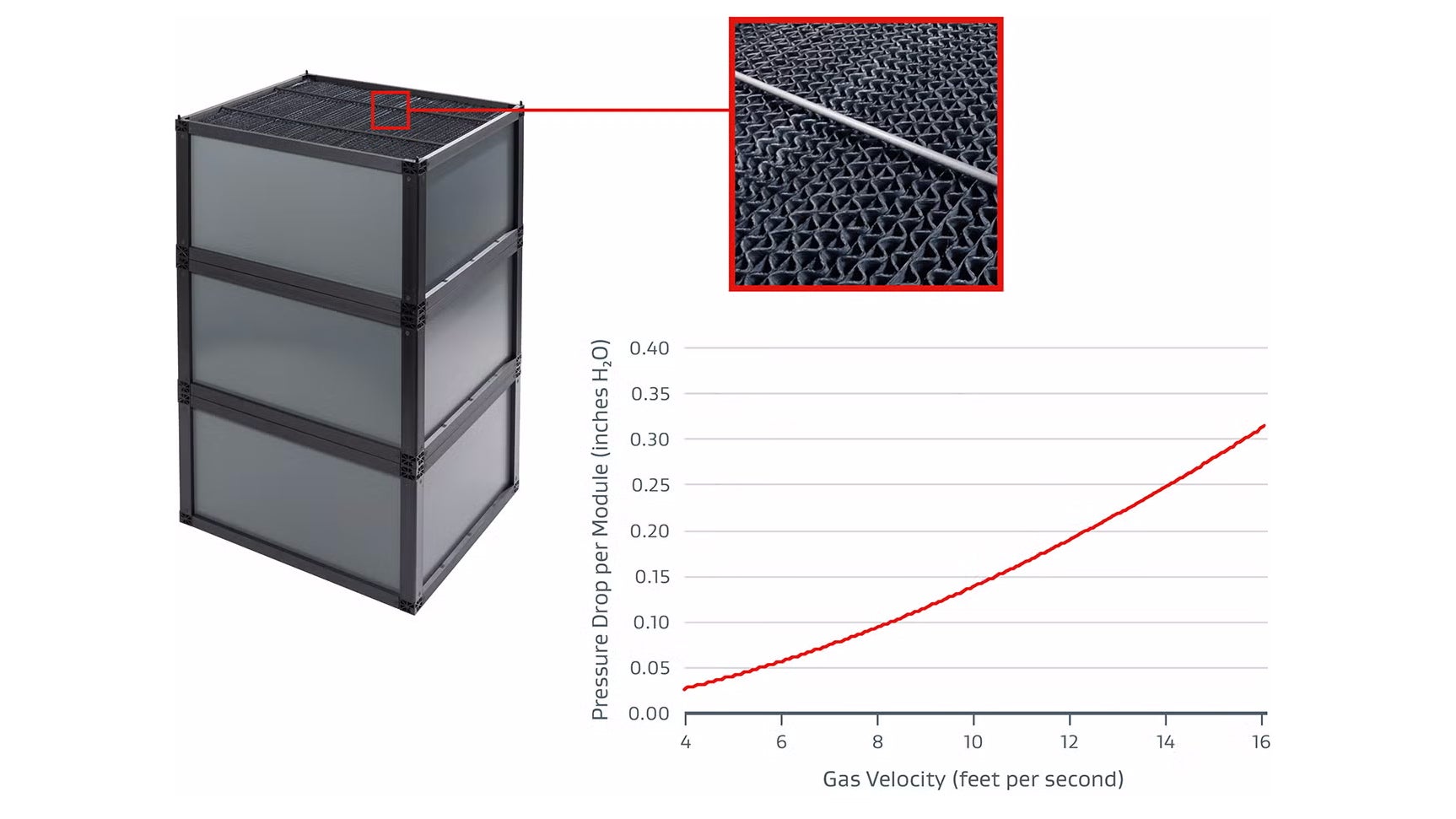
The unique open channel structure of the GMCS module provides extremely low pressure drop.
Versatile and Cost-Effective
The SPC performs well under a variety of conditions, including challenging high humidity (wet) acid gas streams, making it ideal for placement above mist eliminators in wet FGD (flue gas desulfurization) systems.
Minimal Solid Waste Generation
At the end of their lifespan, the SPC material can be detached from the corrosion-resistant frames for disposal, while the frames can be reused. Disposal costs for SPC are generally much lower than those for activated carbon systems.
Zero-Footprint Installation
Installing GMCS in a wet scrubber requires no additional on-site space, which is vital for facilities with space limitations. A typical installation can be completed during a 3–4-week outage.
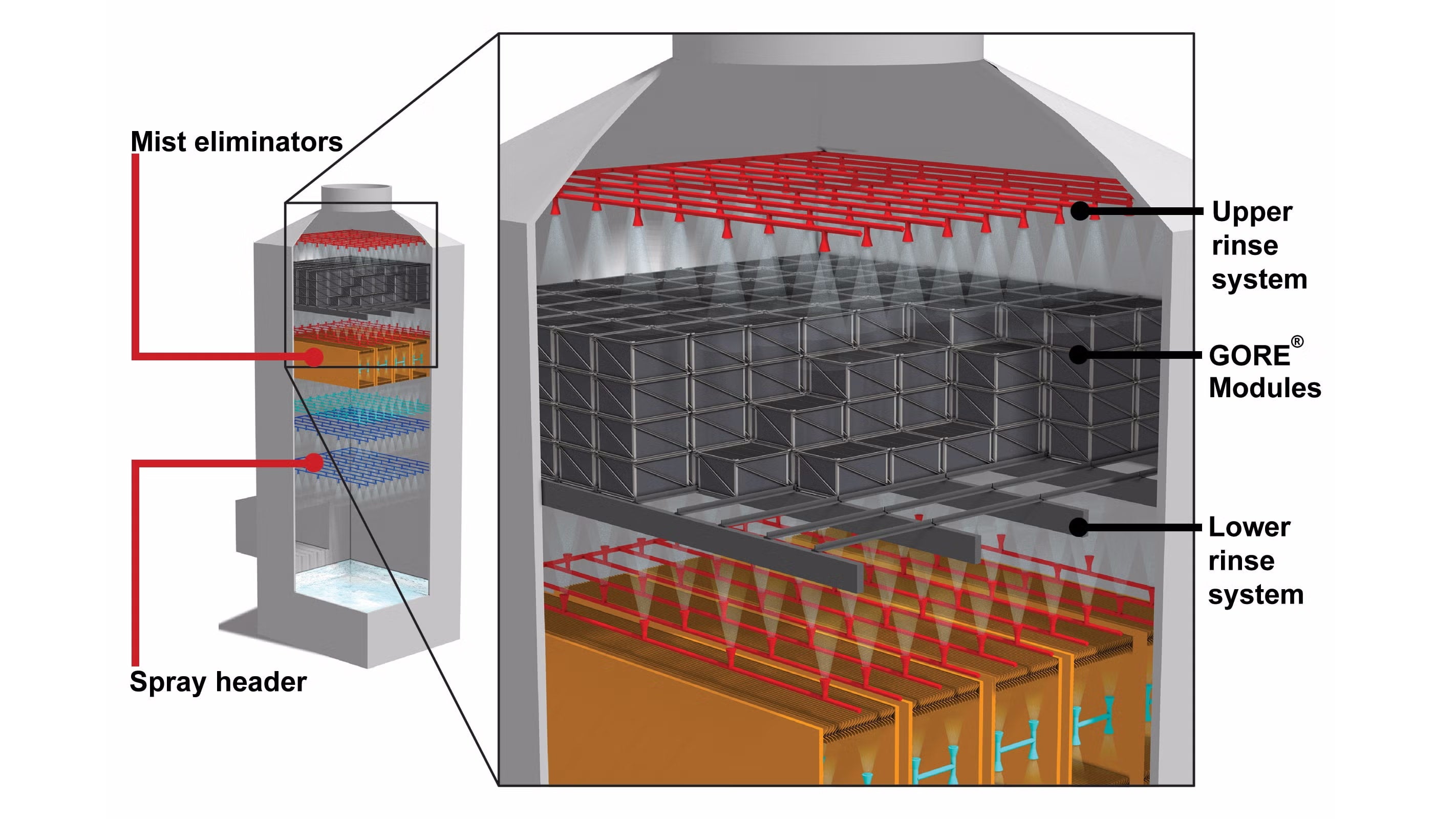
Installation of GMCS inside a wet scrubber results in no additional footprint requirements.
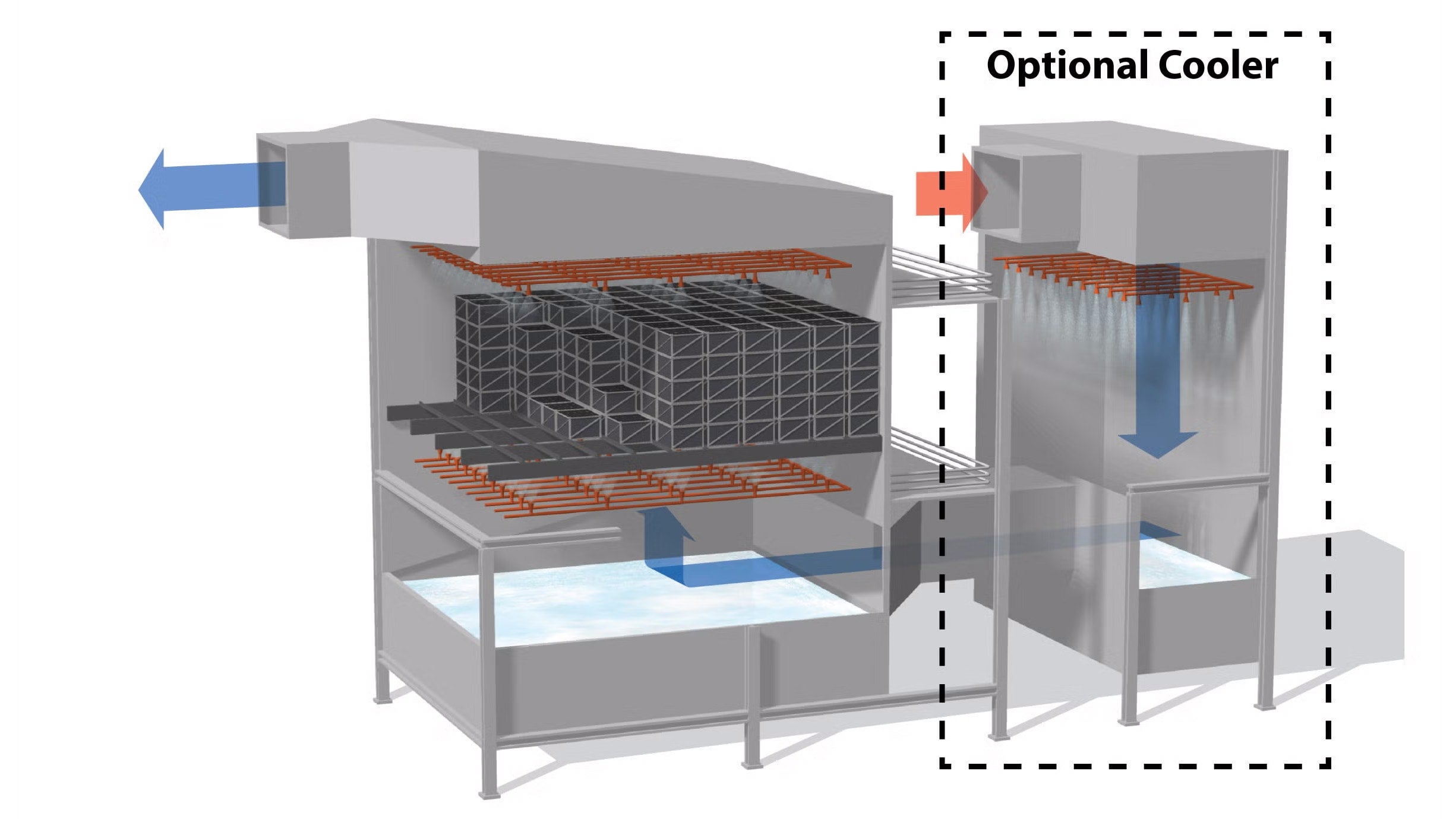
Stand-alone installation shown with optional cooler to maintain optimal operating temperature below 180°F (82°C).
Stand-Alone Installation
For plants without wet FGDs, this technology can be applied after a dry scrubber or as a stand-alone solution for mercury and SO2. An evaporative cooler may be installed upstream of the Gore modules to cool the flue gas to below 180°F (82°C) for optimal performance.

INSTALLATION IN VENTURIPAK™ SCRUBBER. Image Courtesy of EnvironCare International.
Coal Fired Boiler Applications
Including full-scale and slip stream pilot experience, GMCS Modules have successfully operated on flue gas from power plants burning all types of coal: high and low sulfur bituminous, PRB, and lignite.
Cement Plant Application
The GORE Mercury Control System is a leading candidate to enable the cement industry to meet their mercury emissions compliancy targets effectively and simply. It eliminates activated carbon injection drawbacks such as removing the need for Dust Shuttling or Dust Wasting and their associated process changes. Also, it negates the need to transport and store large amounts of powdered sorbents.
Incineration Application
The GORE Mercury and SO2 Control System offers a significantly lower capital cost alternative to fixed beds and eliminates the need for activated carbon injection, preserving ash properties and minimizing operating costs.
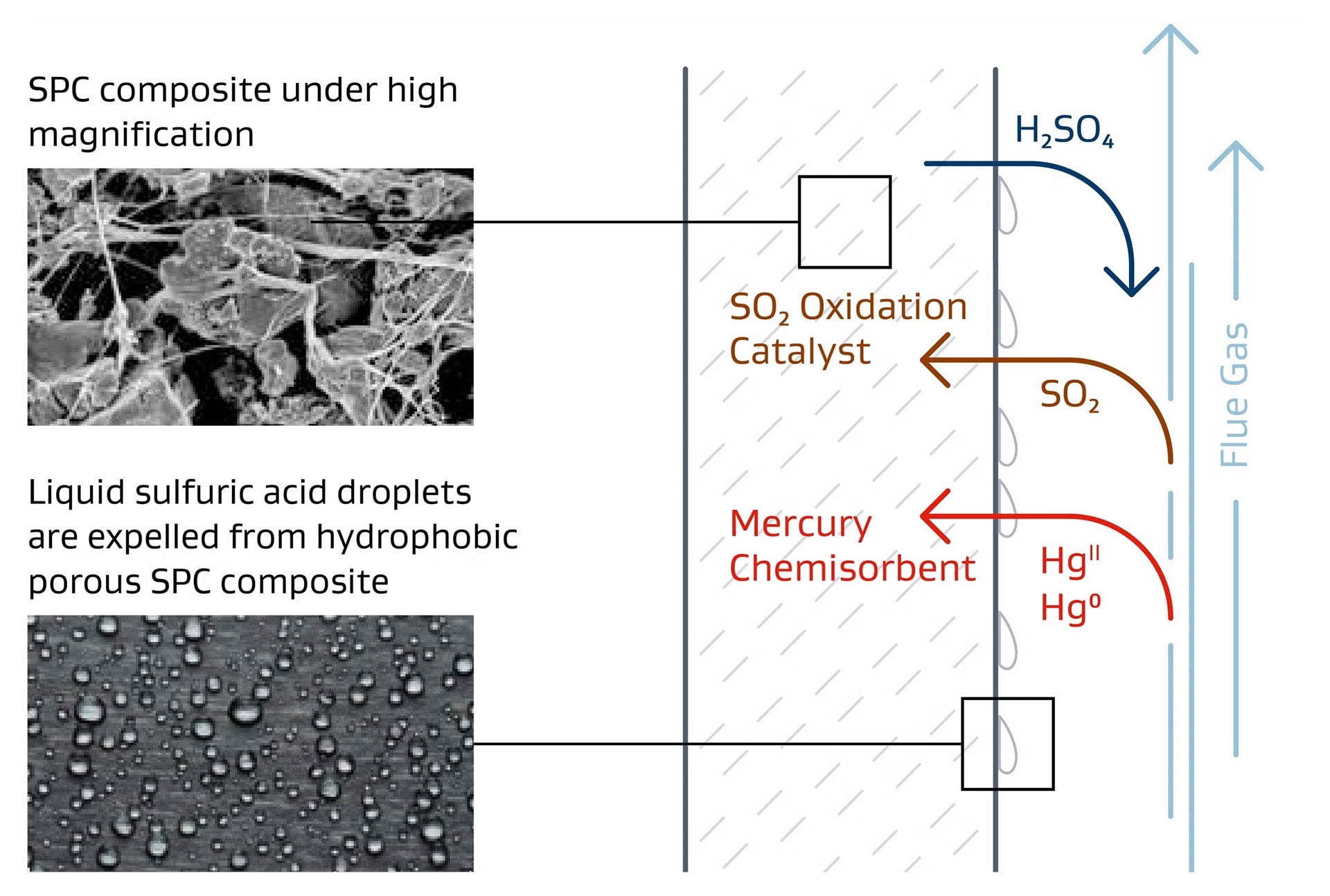
The SPC composite captures and sequesters elemental and oxidized mercury while converting SO2 to liquid sulfuric acid.
Sorbent Polymer Catalyst (SPC) composite material developed by Gore
The sorbent in this material is insensitive to fuel or process changes that affect mercury speciation. Mercury is securely bound within the SPC via chemisorption. Unlike many activated carbon sorbents, the presence of SO3 does not inhibit mercury capture by the SPC, making it a very effective solution for high sulfur coals or units with SO3 gas conditioning. Since there are no injected sorbents, there is absolutely no concern over fly ash contamination or creating additional particulate matter that needs to be collected. Chemicals for oxidation are also not needed thus eliminating halogen-induced corrosion concerns or wastewater treatment complications.
Operation is passive; the modules will continuously chemically adsorb mercury and convert SO2 to liquid sulfuric acid without requiring any adjustment, regeneration, or replacem
Explore More


FOR INDUSTRIAL USE ONLY
Not for use in food, drug, cosmetic or medical device manufacturing, processing, or packaging operations.
Prefer to Call?
Have questions or unique requirements?
Our experts are here to guide you.