GORE® Insulated Wires for Oil and Gas Downhole Equipment
GORE® Insulated Wires deliver failure-free performance and protection in a smaller, more durable package extending equipment life in harsh environments.
Unsurpassed Performance in Harsh Conditions
Constructed with uniquely engineered fluoropolymers, our insulated wires are designed to withstand extreme oil and gas downhole environments. They provide superior mechanical protection against harsh chemicals and hydrolysis in high temperatures, and withstanding repeated mechanical stress caused by deep drilling. GORE Insulated Wires also deliver outstanding electrical performance with dependable signal integrity.
Improved Signal Integrity While Withstanding Extreme Environments
GORE® Insulated Wires provide manufacturers with many benefits that improve electrical and mechanical performance such as:
- high-speed data transmission over longer distances eliminating the need for additional signal amplification
- increased power density at high temperatures due to high-strength wire insulation
- exceptional resistance to chemicals and hydrolysis in extreme environments with temperatures up to 300° C
- enhanced tensile strength for less wire breakage
- longer tool life with abrasion-resistant wire insulation
- increased design options with smaller diameters and more durable construction
- simple routing in confined spaces due to smaller wires with greater flexibility
GORE Insulated Wires withstand continuous exposure to hazardous environmental contaminants such as acid, water, steam, synthetic oil, methane, and hydrogen sulfide at extreme temperatures while delivering consistent power and critical real-time data to operators. That’s because our unique thin-wall insulation improves signal integrity and provides higher signal density, which means smaller, more durable solutions in your application.
Typical applications for GORE Insulated Wires are in any downhole environment where the existence of water, temperature or chemicals can cause a negative impact to the life and/or performance of the electronics.
Downhole motors/windings:
- Generators
- Electric Motors
- Solenoids
- Transformers
Non-winding applications like high-temperature cable systems:
- EPS or downhole pre-heating power cables
- Sensor cables
- High-temperature hook-up wires
- Thermocouple wires
Product Testing Comparison
Comparison: GORE Insulated Wires to Standard PTFE-PI-PTFE Insulated Wires
In a comparison of our insulated wires to standard PTFE-PI-PTFE insulated wires using test method ASTM D2307, results were shown to be a proven solution for reducing downhole tool failures by delivering long-lasting protection and performance.
Testing Results
GORE Insulated Wires
- Provided enhanced tensile strength up to 39,530 psi (272 MPa).
- Are much stronger and more flexible so that they won’t break as easily during winding and handling operations, like the other insulated wires.
- Performed reliability in wide temperatures, achieving a thermal class rating of 300° C (572° F)
- Are more resistant to scrape abrasion compared to conventional PTFE and PTFE-PI-PTFE wire insulation. Our wires not only maintain the excellent chemical resistance of PTFE but also improve mechanical strength and performance for extended product life in any downhole application.
Gore Internal Windability Test: 36lbs normal force, 30in/min, 10 strockes without any visible tearing of the insulation material
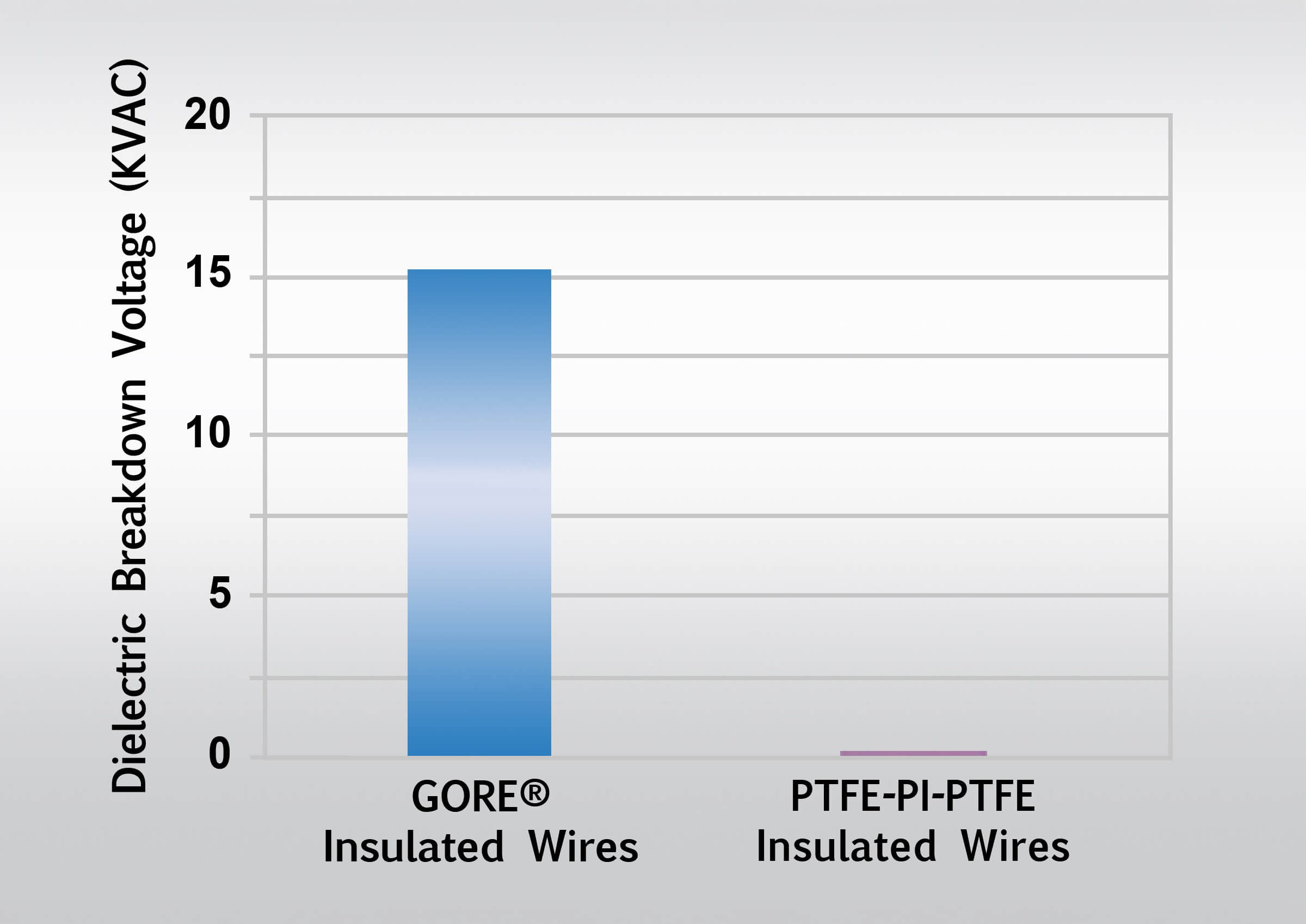
Comparison of dielectric breakdown voltage after 1500 hours exposure to hydrolysis @ 98° C (208° F)
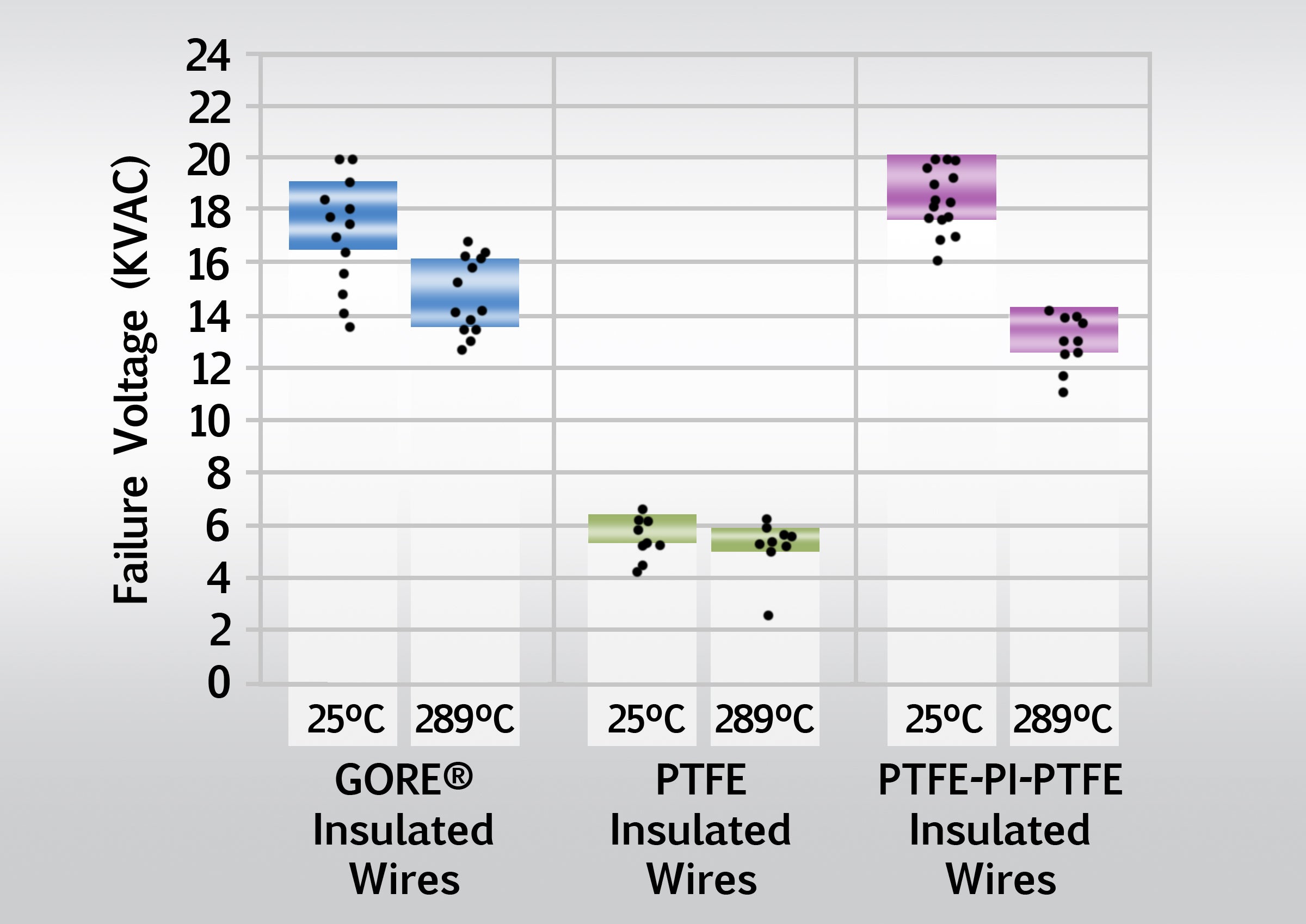
Comparison of dielectric breakdown at room temperature and high temperature
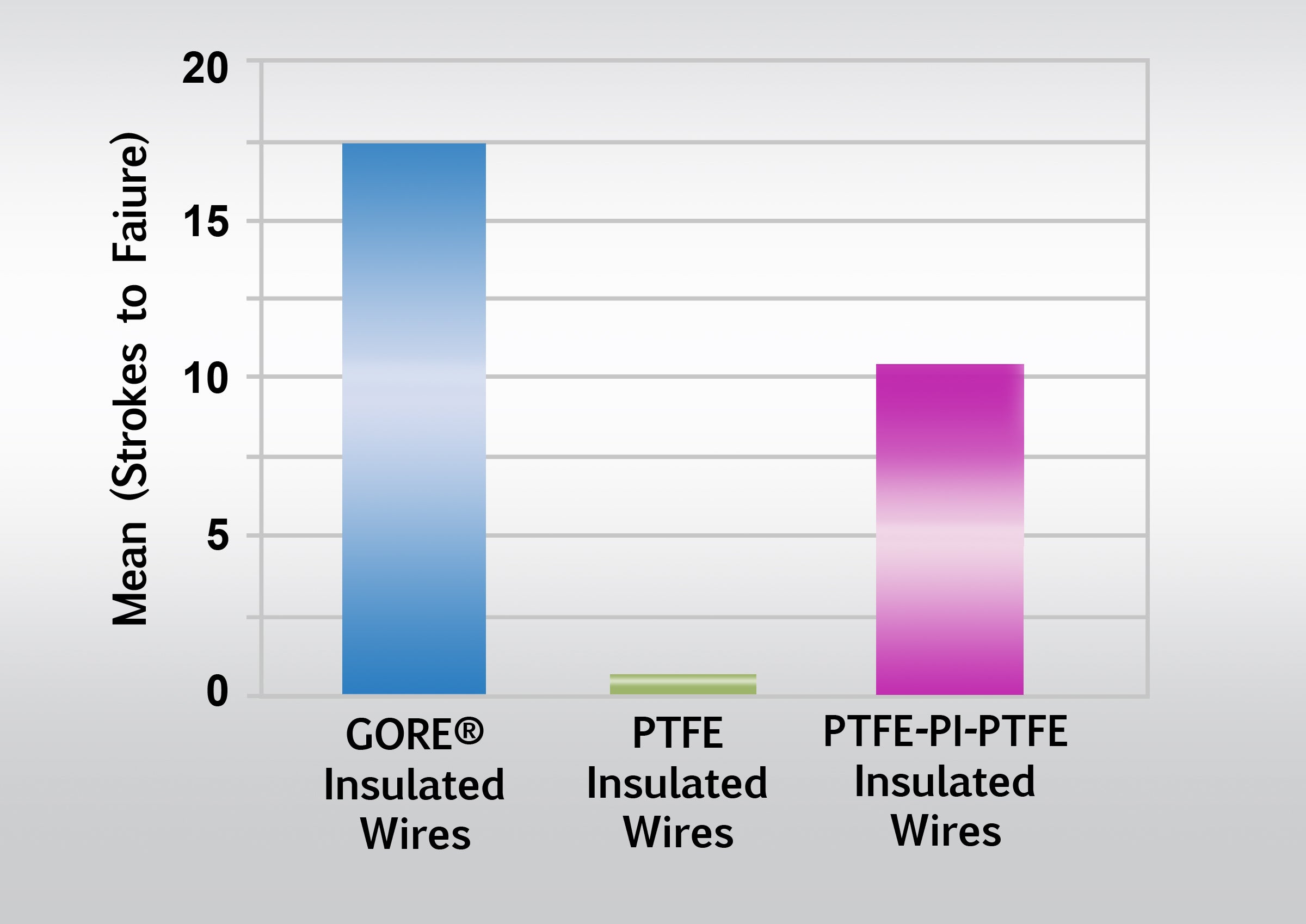
Scrape abrasion comparison of insulated wires
Technical Information
Gore's tests were modified to achieve better accuracy in comparing GORE Insulated Wires to conventional PTFE and PTFE-PI-PTFE wire insulation. Results are based on bare copper wires insulated with 6-millimeter wall insulation material. Results for tensile strength and dielectric constant are based on film material.
| Test Method | GORE Insulated Wires | Conventional PTFE Insulated Wires | PTFE-PI-PTFE Insulated Wires | |
|---|---|---|---|---|
| Tensile Strength (psi/MPa) | Gore test based on ASTM D88312 | 39,530 psi 272.55 MPa | 2,253psi 15.5 MPa | 17,589 psi 121.27 MPa |
| Dielectric Constant @ 23°C (73°F) | ASTMD150 | 2.1 | 2.1 | 2.85 |
| Dielectric Breakdown Voltage @ 23°C (73°F) | Gore test based on NEMA MW 1000,3.8.2 | 17 kVAC | 5.8 kVAC | 18.2 kVAC |
| Dielectric Breakdown Voltage @ 289°C (552°F) | Gore test based on NEMA MW 1000,3.8.2 | 14.5 kVAC | 4.9 kVAC | 13.2 kVAC |
| Dielectric Breakdown Voltage after 1500 hrs exposure to Hydrolysis @ 98°C (208°F) | Gore test based on NEMA MW 1000,3.8.2 | 15.4 kVAC | Not Tested | 0 kVAC |
| Scrape Abrasion | Gore test based on ASTM D1676, Sec.17 | 17.6 cycles | 0.7 cycles | 10.4 cycles |
Explore More


FOR INDUSTRIAL USE ONLY
Not for use in food, drug, cosmetic or medical device manufacturing, processing, or packaging operations.
Prefer to Call?
Have questions or unique requirements?
Our experts are here to guide you.